圓度是如何測量的呢?
圓度的測量對許多應用來說是至關重要的。它的測量有幾種不同的方法,包括簡單的卡尺測量和高精度的專用圓度測量系統等。在這篇文章中,我們將向您介紹圓度的定義、圓度標準、以及圓度測量的幾種常用方法。
怎樣來定義圓度呢?
· 圓定義為距離一點(圓心)半徑恒定的封閉曲線
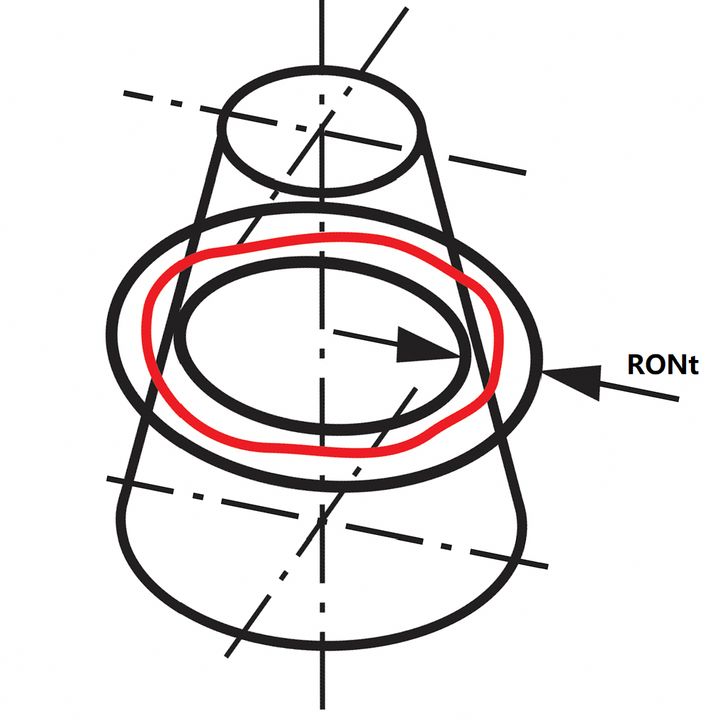
· 圓度是指工件的橫截面接近理論圓的程度
· 圓度是一個用來量化圓誤差的值, 即偏離圓心的距離
· 更準確地說, 圓度可以被認為是“不圓度”
圓度的標準
許多不同的國際標準、國家標準、地方以及行業標準都有相關的圓度標準, 例如下面兩個ISO標準:
· ISO 1101 : 2017
將圓度定義為恰好包含圓度特征的兩個同心圓的徑向間隔
制圖標準:介紹了圓度以及圓度測量和分析的相關標識
· ISO 12181 : 2011 (兩部分)
提供了圓度參數的定義
介紹不同的參考圓
為什么要測量圓度?
圓截面是工業零部件最主要的基本形式之一。圓截面在許多應用中都會出現,特別是在旋轉軸和滾珠軸承等軸承表面。測量不圓度(通常簡稱為“圓度”)是一個極其重要的評估方法。如果一個旋轉軸承部件的圓度不佳, 往往會產生噪音,并很可能導致過早出現故障。因此,精確的圓度測量對確保此類零件的功能至關重要。
如何測量圓度?
下面就來為您介紹幾種常見的圓度測量技術和方法。
直徑測量法(兩點法)
也許判定一個零件圓度的第一個也是最簡單的方法就是在幾個不同的方向上測量其直徑是否相等。如果圓度是外觀上的要求,而不是功能上的要求,那么測量直徑就已經足夠了。

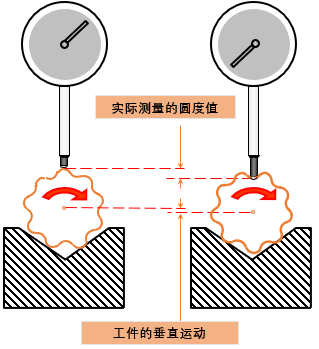
V型塊測量法(三點法)
另一種經常使用的判定圓度的方法是將被測工件放在一個 V 型塊中,并在與千分表或類似的指示器相接觸的情況下旋轉它。這實質上是一種三點法,而不是上面所說的兩點法。如果零件確實是圓的,不規則度可以忽略不計,指示器的指針就不會移動。
形狀上的誤差會使千分表顯示讀數,然而當不規則的地方接觸到 V 型塊時,零件也會上下移動。此外,在測量軸類工件時,與 V 型塊相接觸的不只限于被測平面。這就意味著,零件沿其半徑方向的不規則特征將影響千分表的讀數。三點法的局限性在于結果可能會因 V 形角和不規則特征的間距而變化。
坐標測量機法(CMM)
另一種測量圓度的方法是使用坐標測量機(CMM)。標準的坐標測量機有三個精確的正交軸,并配有一個觸控式傳感器。傳感器與被測工件接觸并記錄其位置。這種方法會先在工件周圍采集幾個點,然后在計算機中組合這些點,算出工件的圓度。通常情況下,由于采集數據點花費的時間較長,所以采樣點的數量非常少。因此,這種測量方法往往不夠精確。
旋轉基準法
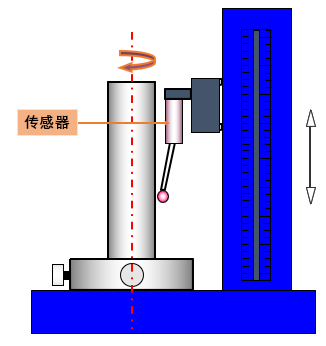
確定工件圓度的最準確的方法是使用探針掃描的方式來測量相對于精確旋轉基準的半徑變化, 探針與工件表面保持接觸, 并采集高密度的數據點。然后根據這些數據擬合出一個圓,并計算出其圓度。
有許多專門用于測量圓度的儀器。最常見的配置是包含一個旋轉工作臺的系統,工件安裝在旋轉工作臺上。傳感器安裝在一個徑向測量臂上,可以對該徑向臂進行調整以使傳感器與工件接觸。徑向臂本身安裝在一個可以調整測量平面高度的立柱上。
這類儀器的直線軸具有很高的形狀精度,使儀器還能夠用于測量平面度、直線度和圓柱度等其它參數。這類儀器的優點是可以在很短的測量時間內非常精確地測量圓度。
威而信圓度儀,為您提供精密測量服務,了解更多關于威而信圓度儀相關信息請搜索:www.ylhtkpg.com
